Product details
Product details




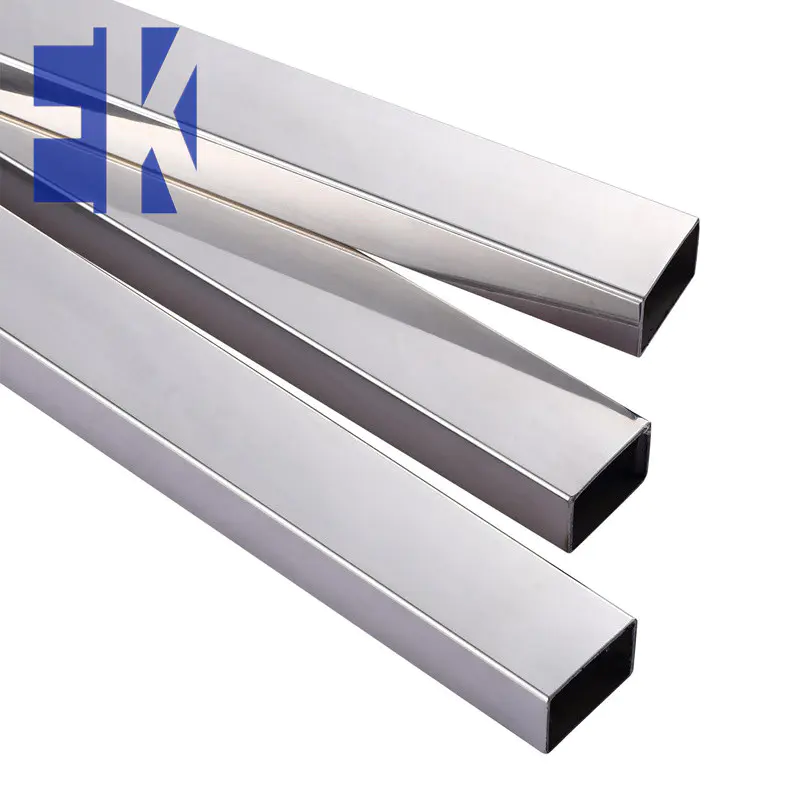
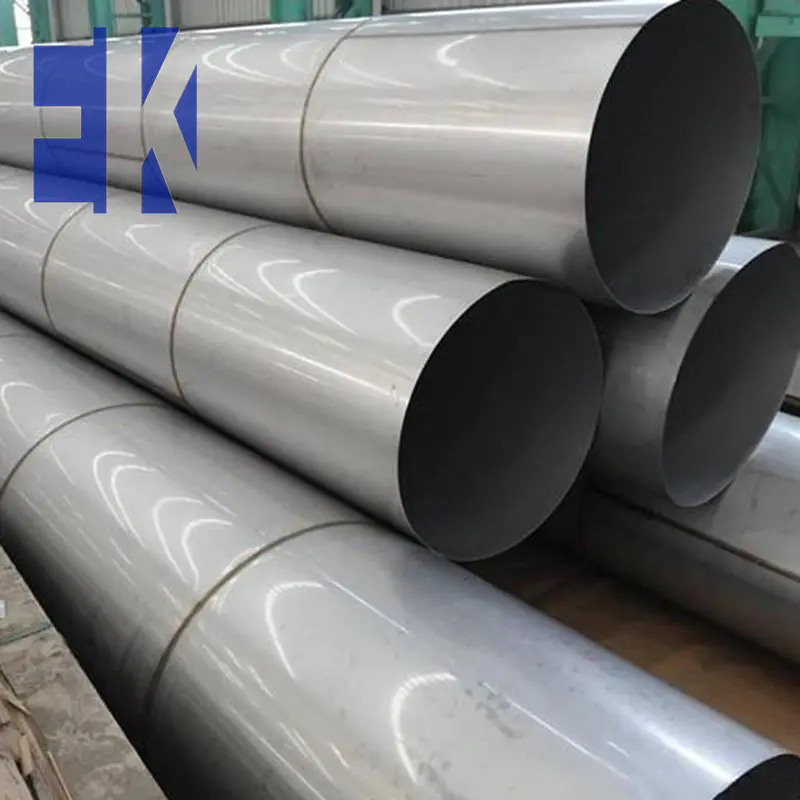
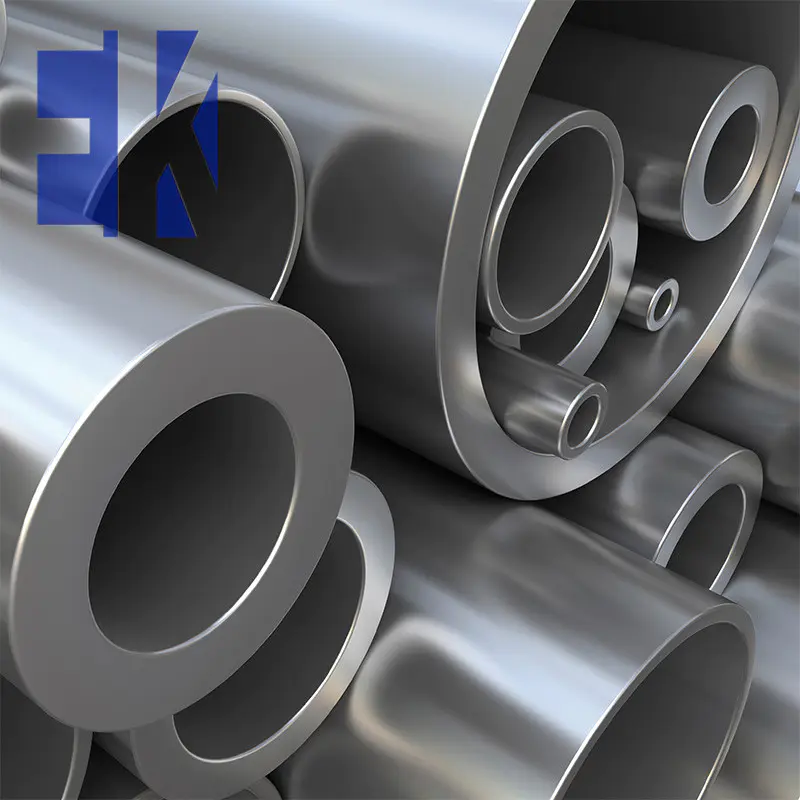
Stainless steel seamless tube/pipe
Introduction:
Stainless steel seamless pipe is a long steel with a hollow cross-section and no seams around it. The thicker the wall thickness of the product, the more economical and practical it will be, and the thinner the wall thickness, the greater the processing cost.
The process of this product determines its limited performance. Generally, the precision of seamless steel tubes is low: uneven wall thickness, low brightness of the inside and outside of the tube, and high cost of sizing, and there are also pits and black spots on the inside and outside. Shaping must be handled offline. Therefore, it embodies its superiority in high-pressure, high-strength, mechanical structural materials.
species:
According to the rolling method, there are hot rolled, hot extruded and cold drawn (rolled) stainless steel tubes.
According to the stainless steel metallographic structure, it is divided into semi-ferrite and semi-martensitic stainless steel seamless tubes, martensitic stainless steel seamless tubes, austenitic stainless steel seamless tubes, austenitic-ferritic iron stainless steel seamless tubes, etc. .
Specification and appearance quality
A. According to GB14975-2002 "Stainless Steel Seamless Steel Pipe", the length of the steel pipe is usually 1.5 to 10m (unfixed length), and the hot extruded steel pipe is equal to or greater than 1m. The cold-drawn (rolled) steel pipe wall thickness is 0.5 ~ 1.0mm, 1.0 ~ 7m; the wall thickness is greater than 1.0mm, 1.5 ~ 8m.
B. There are 45 types of hot-rolled (hot-extruded) steel pipes with diameters ranging from 54 to 480 mm; and 36 types with wall thicknesses of 4.5 to 45 mm. There are 65 types of cold drawn (rolled) steel pipes with diameters ranging from 6 to 200 mm; and 39 types with wall thicknesses ranging from 0.5 to 21 mm.
C. There should be no cracks, folds, cracks, cracks, folds, delamination, and scarring defects on the inner and outer surfaces of the steel pipe. These defects should be completely removed (except for mechanical processing tubes). The diameter exceeds the negative deviation. Other minor surface defects not exceeding the allowable negative deviation may not be removed.
D. Straights allow depth. Hot-rolled and hot-extruded steel pipes, diameters less than and equal to 140mm, no more than 5% of the nominal wall thickness, maximum depth not more than 0.5mm; cold drawn (rolled) steel pipes, no more than 4% of the nominal wall thickness, maximum depth not more than 0.3 mm.
E. Both ends of the steel pipe should be cut at right angles and burrs should be removed.
Manufacturing process of stainless steel seamless pipe
1. Hot rolling (extruded seamless steel pipe): round tube billet → heating → perforation → three-roller cross-rolling, continuous rolling or extrusion → tube removal → sizing (or reducing diameter) → cooling → straightening → hydraulic test (Or flaw detection) → mark → storage
The raw material for rolling the seamless tube is a round tube blank. The round tube blank is cut by a cutting machine into a blank with a length of about 1 meter, and is sent to the furnace for heating through a conveyor belt. The billet is fed into the furnace for heating at a temperature of approximately 1200 degrees Celsius. The fuel is hydrogen or acetylene. The temperature control in the furnace is a key issue. After the round tube billet is released, it needs to pass through the pressure piercing machine. The most common perforation machine is a tapered roller perforation machine. This kind of perforation machine has high production efficiency, good product quality, large perforation diameter and can wear a variety of steel types. After the piercing, the round tube blank is successively rolled, rolled or squeezed by three rolls. After squeezing, the tube should be calibrated. The sizing machine rotates into the steel embryo through the conical drill at high speed to form holes. The inner diameter of the steel pipe is determined by the outer diameter length of the drill bit of the sizing machine. After sizing the steel pipe, it enters the cooling tower and is cooled by water spray. After cooling, the steel pipe will be straightened. After straightening, the steel pipe is sent to the metal flaw detector (or hydraulic test) by the conveyor belt for internal flaw detection. If there are cracks, bubbles and other problems inside the steel pipe, it will be detected. After the quality inspection of the steel pipes, strict manual selection is required. After the quality inspection of the steel pipes, spray paint with numbers, specifications, production batch numbers, etc. And lifted into the warehouse by crane.
2. Cold drawn (rolled) seamless steel tube: round tube billet → heating → perforation → heading → annealing → pickling → oiling (copper plating) → multi-pass cold drawing (cold rolling) → billet → heat treatment → straightening →Hydraulic test (flaw detection)→Marking→Storage.
The rolling method of cold drawn (rolled) seamless steel pipe is more complicated than hot rolled (extruded seamless steel pipe). The first three steps of their production process are basically the same. The difference starts from the fourth step. After the round tube blank is hollowed, it needs to be headed and annealed. After annealing, pick up with a special acidic liquid. After pickling, apply oil. Then it is followed by multi-pass cold drawing (cold rolling) and then billet tube, special heat treatment. After heat treatment, it will be straightened.
Product Features:
1. Chemical analysis: chemical analysis of the chemical composition of the material, the chemical composition conforms to the standard.
2. Air pressure. The water pressure test is carried out one by one for the pressure-resistant pipes. The hydraulic pressure test does not keep at the specified pressure value for not less than 5 seconds and does not leak. The conventional supply hydraulic pressure test is 2.45MPa. The air pressure test is P =0.5MPAa.
3. Corrosion test: The supplied industrial corrosion-resistant steel pipes are tested for corrosion resistance of the steel pipes according to the standard or the corrosion methods agreed by both parties, and there shall be no intergranular corrosion tendency.
4. Process performance inspection: flattening test, tensile test, impact test, flaring test, hardness test, metallographic test, bending test, nondestructive testing (including eddy current testing, X-ray testing and ultrasonic testing).
5. Theoretical weight:
Cr-Ni austenitic stainless steel W=0.02491S(D-S)
Cr-Ni-Mo austenitic stainless steel (kg/m) S-wall thickness (mm)
D-outer diameter (mm)
application:
As a stainless steel seamless tube for reprocessing equipment, in order to control the chromium-carbon compound in the welding affected area as much as possible to reduce the carbon content, or limit the content of silicon and phosphorus in 310Nb steel. In addition, in the 304ULC steel, in order to improve the corrosion resistance in nitric acid, the steel industry that tries to limit the phosphorus content to 0.015% or less is manufactured. After repeated 20 times of 65% boiling nitric acid corrosion test, if the solution treatment material has a corrosion degree of 0.1mm/a or less, and the sensitized material at 650℃×2h has a corrosion degree of 0.2mm/a or less, , With excellent corrosion.
Ti-5a alloy with improved titanium and overall corrosion resistance has been used to manufacture U and Pu solution evaporation boilers and heat recovery evaporation boilers at the Tokai Reprocessing Plant in Japan. In addition, because zirconium has stable corrosion resistance in a nitric acid environment, zirconium was used in its continuous dissolution tank at the reprocessing plant in Rokkasho, Aomori Prefecture, Japan.
Product details
Product details
Seamless Stainless Steel Tube
| Sesmless Staninless Steel Tube/Pipe | ||||||||
| Product: | Sesmless Staninless Steel Tube/Pipe | |||||||
| Material: | Stainless Steel 200 series,300series,400series | |||||||
| Standard: | ASTM/AISI/DIN/JIS/GB…. | |||||||
| Dimension: | Thickness:0.5MM-6MM,OD:10MM-325MM | |||||||
| Length: | Random Length | |||||||
| Surface Finish: | No.1/2B/No.4/4K/6K/8K/HL/Matt | |||||||
| Tchnology: | Cold Rolled ,Hot Rolled | |||||||
| MOQ: | 1TON | |||||||
| Package: | Standard Export Packing,Or As Per Your Requirement | |||||||
| Application: | Railings,Staircase Railing Balustrade,Windows,Balustrsde System,Equipment Manufacturing and Maintenance,etc. | |||||||
| Mechanical Property | |||||
| ASTM | TS(Mpa)≥ | YS(Mpa)≥ | EL(%)≥ | Hardness | |
| HB | HRB | ||||
| 201 | 520 | 275 | 40 | 241 | 100 |
| 202 | 520 | 275 | 40 | 207 | 95 |
| 301 | 520 | 205 | 40 | 207 | 95 |
| 304 | 520 | 205 | 40 | 20 | 90 |
| 304L | 480 | 175 | 40 | 187 | 90 |
| 309S | 520 | 205 | 40 | 187 | 90 |
| 310 | 520 | 205 | 40 | 187 | 90 |
| 310S | 520 | 205 | 40 | 187 | 90 |
| 316 | 520 | 205 | 40 | 187 | 90 |
| 316L | 480 | 175 | 40 | 187 | 90 |
| 316Ti | 520 | 205 | 40 | 187 | 90 |
| 317L | 480 | 175 | 40 | 187 | 90 |
| 321 | 520 | 205 | 40 | 187 | 90 |
| 430 | 450 | 205 | 22 | 183 | 88 |
| 904L | 490 | 216 | 35 | ||
| 2205 | 640 | 25 | |||
| Chemical Composition | ||||||||||||
| Chemical Composition(%) | ||||||||||||
| C | Si | Mn | P | S | Ni | Cr | Mo | Cu | N | Other | ||
| 1Cr17Mn6Mi5N | 201 | 0.15 | 1.00 | 5.5-5.7 | 0.06 | 0.03 | 3.3-3.5 | 16-18 | _ | _ | 0.05-0.25 | |
| 1Cr18Mn8Mi5N | 202 | 0.15 | 1.00 | 7.5-10 | 0.06 | 0.03 | 4.0-6.0 | 17-19 | _ | _ | 0.05-0.25 | |
| 1Cr18Mn8Mi5N | 301 | 0.15 | 1.00 | 2.00 | 0.07 | 0.03 | 6.0-8.0 | 16-18 | _ | _ | 0.10 | |
| 0Cr18Ni9 | 304 | 0.07 | 1.00 | 2.00 | 0.035 | 0.03 | 8.1-10.0 | 17-19 | _ | _ | _ | |
| 0Cr18Ni9 | 309S | 0.08 | 1.00 | 2.00 | 0.035 | 0.03 | 12.0-15.0 | 22-24 | _ | _ | _ | |
| 0Cr25Ni20 | 310S | 0.08 | 1.00 | 2.00 | 0.035 | 0.03 | 19.0-22.0 | 24-26 | _ | _ | _ | |
| 0Cr17Ni12Mo2 | 316 | 0.08 | 1.00 | 2.00 | 0.035 | 0.03 | 10.0-14.0 | 16-18.5 | 2.0-3.0 | _ | _ | |
| 00Cr17Ni14Mo2 | 316L | 0.08 | 1.00 | 2.00 | 0.035 | 0.03 | 12.0-15.0 | 16-18 | 2.0-3.0 | _ | _ | |
| 0Cr18Ni12Mo3Ti | 316Ti | 0.08 | 1.00 | 2.00 | 0.035 | 0.03 | 11.0-14.0 | 16-19 | 2.5-3.5 | _ | _ | Ti≥5C |
| 0Cr18Ni12Mo3Ti | 317L | 0.03 | 1.00 | 2.00 | 0.035 | 0.03 | 11.0-15.0 | 18-20 | 3.0-4.0 | _ | _ | |
| 1Cr18Ni9Ti | 321 | 0.12 | 1.00 | 2.00 | 0.035 | 0.03 | 8.0-11.0 | 17-19 | _ | _ | _ | Ti5C-0.70 |
| 1Cr12 | 430 | 0.12 | 1.00 | 2.00 | 0.035 | 0.03 | 0.60 | 16-18 | _ | _ | _ | |
| 00Cr20Ni25Mo4.5Cu | 904L | 0.02 | 1.00 | 2.00 | 0.035 | 0.03 | 23.0-28.0 | 19-23 | 4.0-5.0 | 1.0-2.0 | 0.14-0.20 | |
| 00Cr2Ni5Mo3N | 2205 | 0.03 | 1.00 | 2.00 | 0.035 | 0.02 | 4.5-6.5 | 21-23 | 2.5-3.5 | _ | _ | |
| Stainless steel national standard _ stainless steel implementation standard _ national stainless steel grade comparison table | ||||||||||
No | China GB | Japan | United States | Korea | EU | India | Australia | Taiwan, China | ||
Old grade | New grade(07.10) | JIS | ASTM | UNS | KS | BS EN | IS | IS | CNS | |
Austenitic stainless steel | ||||||||||
1 | lCrl7Mn6Ni5N | 12Crl7Mn6Ni5N | SUS201 | 201 | S20100 | STS201 | 1.4372 | 10Crl7Mn6Ni4N20 | 201-2 | 201 |
2 | lCrl8Mn8NI5N | 12Crl8Mn9Ni5N | SUS202 | 202 | S20200 | STS202 | 1.4373 |
| - | 202 |
3 | lCrl7Ni7 | 12Crl7Ni7 | SUS301 | 301 | S30100 | STS301 | 1.4319 | 10Crl7Ni7 | 301 | 301 |
4 | 0Crl8Ni9 | 06Crl9Nil0 | SUS304 | 304 | S30400 | STS304 | 1.4301 | 07Crl8Ni9 | 304 | 304 |
5 | 00Crl9Nil0 | 022Crl9Nil0 | SUS304L | 304L | S30403 | STS304L | 1.4306 | 02Crl8Nill | 304L | 304L |
6 | 0Crl9Ni9N | 06Crl9Nil0N | SUS304N1 | 304N | S30451 | STS304N1 | 1.4315 | - | 304N1 | 304N1 |
7 | 0Crl9Nil0NbN | 06Crl9Ni9NbN | SUS304N2 | XM21 | S30452 | STS304N2 | - | - | 304N2 | 304N2 |
8 | 00Crl8Nil0N | 022Crl9Nil0N | SUS304LN | 304LN | S30453 | STS304LN | - | - | 304LN | 304LN |
9 | lCrl8Nil2 | 10Crl8Nil2 | SUS305 | 305 | S30500 | STS305 | 1.4303 | - | 305 | 305 |
10 | 0Cr23Nil3 | 06Cr23Nil3 | SUS309S | 309S | S30908 | STS309S | 1.4833 | - | 309S | 309S |
11 | 0Cr25Ni20 | 06Cr25Ni20 | SUS310S | 310S | S31008 | STS310S | 1.4845 | - | 310S | 310S |
12 | 0Crl7Nil2Mo2 | 06Crl7Nil2Mo2 | SUS316 | 316 | S31600 | STS316 | 1.4401 | 04Crl7Nil2Mo2 | 316 | 316 |
13 | 0Crl8Nil2Mo3Ti | 06Crl7Nil2Mo2Ti | SUS316TI | 316TI | S31635 | - | 1.4571 | 04Crl7Nil2MoTi20 | 316Ti | 316TI |
14 | 00Crl7Nil4Mo2 | 022Crl7Nil2Mo2 | SUS316L | 316L | S31603 | STS316L | 1.4404 | ~02Crl7Nil2Mo2 | 316L | 316L |
15 | 0Crl7Nil2Mo2N | 06Crl7Nil2Mo2N | SUS316N | 316N | S31651 | STS316N | - | - | 316N | 316N |
16 | 00Crl7Nil3Mo2N | 022Crl7Nil3Mo2N | SUS316LN | 316LN | S31653 | STS316LN | 1.4429 | - | 316LN | 316LN |
17 | 0Crl8Nil2Mo2Cu2 | 06Crl8Nil2Mo2Cu2 | SUS316J1 | - | - | STS316J1 | - | - | 316J1 | 316J1 |
18 | 00Crl8Nil4Mo2Cu2 | 022Crl8Nil4Mo2Cu2 | SUS316J1L | - | - | STS316J1L | - | - | - | 316J1L |
19 | 0Crl9Nil3Mo3 | 06Crl9Nil3Mo3 | SUS317 | 317 | S31700 | STS317 | - | - | 317 | 317 |
20 | 00Crl9Nil3Mo3 | 022Crl9Nil3Mo3 | SUS317L | 317L | S31703 | STS317L | 1.4438 | - | 317L | 317L |
21 | 0Crl8Nil0Ti | 06Crl8NillTi | SUS321 | 321 | S32100 | STS321 | 1.4541 | 04Crl8Nil0Ti20 | 321 | 321 |
22 | 0Crl8NillNb | 06Crl8NillNb | SUS347 | 347 | S34700 | STS347 | 1.455 | 04Crl8Nil0Nb40 | 347 | 347 |
Austenitic-ferritic stainless steel (duplex stainless steel) | ||||||||||
23 | 0Cr26Ni5Mo2 | - | SUS329J1 | 329 | S32900 | STS329J1 | 1.4477 | - | 329J1 | 329J1 |
24 | 00Crl8Ni5Mo3Si2 | 022Crl9Ni5Mo3Si2N | SUS329J3L | - | S31803 | STS329J3L | 1.4462 | - | 329J3L | 329J3L |
0Crl8Nil0Ti ferritic stainless steel | ||||||||||
25 | 0Crl3AI | 06Crl3Al | SUS405 | 405 | S40500 | STS405 | 1.4002 | 04Crl3 | 405 | 405 |
26 | - | 022CrllTi | SUH409 | 409 | S40900 | STS409 | 1.4512 | - | 409L | 409L |
27 | 00Crl2 | 022Crl2 | SUS410L | - | - | STS410L | - | - | 410L | 410L |
28 | lCrl7 | 10Crl7 | SUS430 | 430 | S43000 | STS430 | 1.4016 | 05Crl7 | 430 | 430 |
29 | lCrl7Mo | 10Crl7Mo | SUS434 | 434 | S43400 | STS434 | 1.4113 | - | 434 | 434 |
30 | - | 022Crl8NbTi | - | - | S43940 | - | 1.4509 | - | 439 | 439 |
31 | 00Crl8Mo2 | 019Crl9Mo2NbTi | SUS444 | 444 | S44400 | STS444 | 1.4521 | - | 444 | 444 |
Martensitic stainless steel | ||||||||||
32 | lCrl2 | 12Crl2 | SUS403 | 403 | S40300 | STS403 | - | - | 403 | 403 |
33 | lCrl3 | 12Crl3 | SUS410 | 410 | S41000 | STS410 | 1.4006 | 12Crl3 | 410 | 410 |
34 | 2Crl3 | 20Crl3 | SUS420J1 | 420 | S42000 | STS420J1 | 1.4021 | 20Crl3 | 420 | 420J1 |
35 | 3Crl3 | 30Crl3 | SUS420J2 | - | - | STS420J2 | 1.4028 | 30 Crl3 | 420J2 | 420J2 |
36 | 7Crl7 | 68Crl7 | SUS440A | 440A | S44002 | STS440A | - | - | 440A | 440A |
Copyright © 2025 East King Steel (Guangdong) Co., Ltd. | Reservados todos los derechos
¡Estamos aquí para ayudarte! Si cierra el chatbox, automáticamente recibirá una respuesta nuestra por correo electrónico. Por favor, asegúrese de dejar sus datos de contacto para que podamos ayudarlo mejor.